
42CRMO对辊轴锻件的锻造品质密码
在冶金轧钢、矿山破碎、建材压制等重载场景中,42CrMo 对辊轴锻件是传递动力、承受冲击的核心部件,需长期抵御高频次重载冲击与摩擦磨损,其品质直接决定设备的连续运行能力。山西永鑫生重工股份有限公司作为专注重型锻件研发与生产的企业,凭借对 42CrMo 材质特性的深度挖掘与工艺优化,破解了 “重载冲击易失效” 的行业难题,打造出能从容应对严苛工况的 42CrMo 对辊轴锻件,其背后的 “品质密码”,藏在全流程的精细管控中。
密码一:材质的精准甄选与预处理,筑牢抗冲击基础
42CrMo 钢虽本身具备优异的强韧性,但原材料的纯度与均匀性直接影响锻件最终性能。山西永鑫生重工摒弃 “合格即选用” 的标准,与国内优质钢厂建立定向合作,明确要求钢材中铬(0.90%-1.20%)、钼(0.15%-0.25%)元素含量控制在更精准的区间,确保材质淬透性与抗疲劳性能达标;同时,对每批次钢材进行光谱分析与金相检测,严格剔除含硫、磷超标或存在缩孔、夹杂的原料,从源头杜绝材质缺陷。此外,原材料入厂后还会进行整体调质预处理,通过 “高温回火 + 缓冷” 工艺消除内应力,为后续锻造奠定稳定的材质基础。
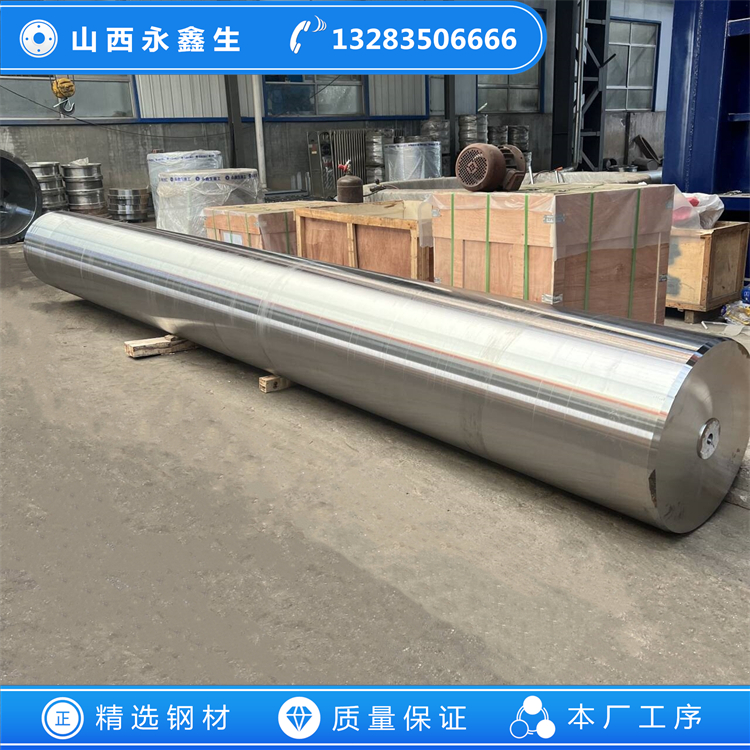
密码二:“整体锻造 + 梯度温控” 锻造工艺,强化结构抗冲击性
传统自由锻工艺生产的对辊轴,易因金属流线不连续导致局部抗冲击能力薄弱。山西永鑫生重工采用 “大型模锻 + 梯度温控” 工艺:依托15000吨数控液压机进行模锻成型,通过定制化模具将对辊轴的辊身、轴颈等关键部位一次锻造成型,使金属流线沿受力方向连续分布,大幅提升整体结构强度;锻造过程中,采用梯度温控策略 —— 加热阶段将温度逐步升至 1100℃-1150℃,确保钢材充分透烧;锻打阶段根据不同部位变形需求调整温度,辊身部位保持较高温度以保证塑性,轴颈部位适当降温以提升硬度,避免因温度不均导致的性能差异。经此工艺锻造的 42CrMo 对辊轴,抗拉强度可达 1080MPa 以上,冲击功(-20℃)超过 60J,能轻松抵御重载冲击。
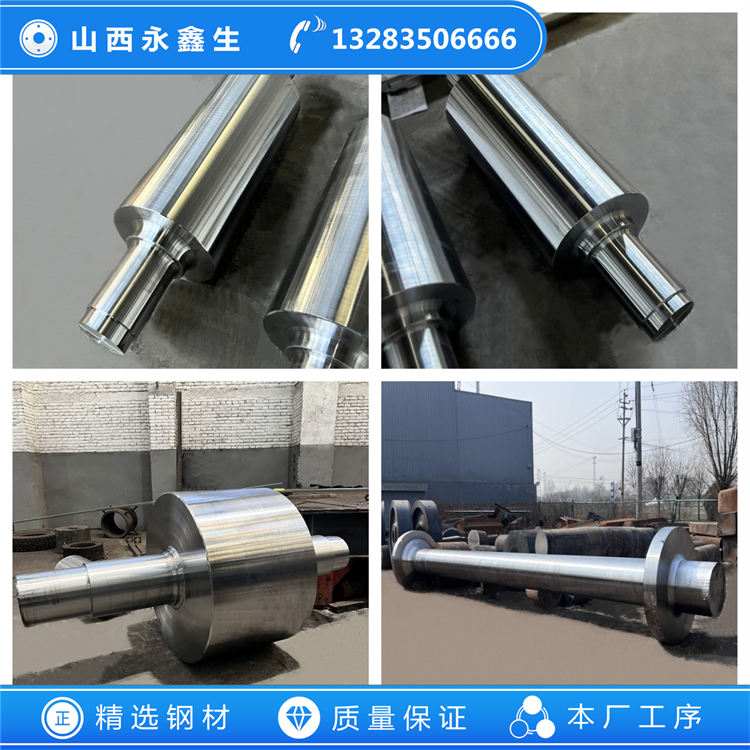
密码三:锻后 “调质 + 表面强化” 处理,延长抗磨抗冲击寿命
为进一步提升 42CrMo 对辊轴锻件的重载适应性,山西永鑫生重工创新采用 “整体调质 + 辊身表面淬火” 的组合处理工艺:整体调质通过 “850℃淬火 + 580℃回火”,使锻件获得均匀的索氏体组织,兼具高强度与良好韧性;针对辊身这一核心受力部位,采用中频感应加热表面淬火,将表面硬度提升至 HRC50-HRC55,形成 5mm-8mm 深的硬化层,大幅增强耐磨性与抗冲击能力,避免辊身因长期摩擦出现沟槽、剥落。同时,对轴颈等配合部位进行精磨处理,将表面粗糙度控制在 Ra0.4 以下,确保与轴承的精准配合,减少运转过程中的附加冲击。
密码四:全流程检测与重载测试,锁定品质稳定性
为确保每一根 42CrMo 对辊轴都能 “重载冲击无惧”,山西永鑫生重工建立了全流程检测体系:锻件成型后,通过超声波探伤检测内部缺陷,确保无裂纹、疏松;热处理后抽样进行力学性能测试,验证抗拉强度、冲击功等指标;成品阶段用三坐标测量仪核验尺寸精度,保证辊身圆度、轴颈同轴度误差不超过 0.02mm。此外,企业还搭建了重载模拟测试平台,将成品对辊轴安装在模拟实际工况的测试设备上,施加 1.2 倍额定载荷连续运转 200 小时,实时监测振动、温度与变形量,只有完全达标才能出厂。
凭借这套 “品质密码”,山西永鑫生重工的 42CrMo 对辊轴锻件已成功配套于多家冶金企业的轧钢生产线、矿山企业的破碎设备,客户反馈显示,设备连续无故障运行时间平均延长 60%,辊轴更换周期缩短 30% 以上。这充分证明,42CrMo 对辊轴锻件的 “重载冲击无惧”,并非偶然,而是山西永鑫生重工在材质、工艺、检测全链条精细管控下的必然结果。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


