
45钢转子轴锻件:工艺、性能与工业配套实用解析
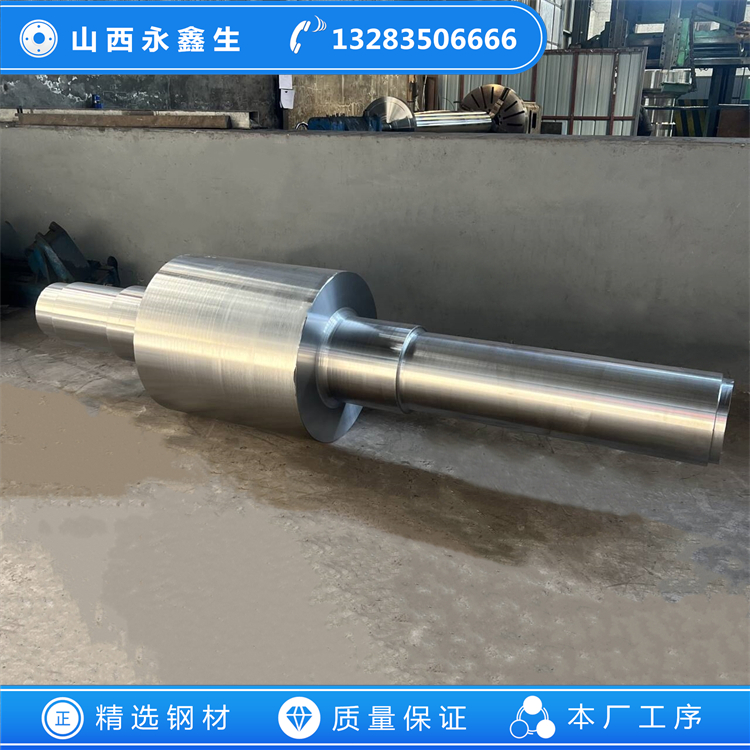
转子轴是各类动力机械、传动设备、风机、水泵及通用工业机组的核心转动锻件,承担扭矩传递、旋转支撑与交变载荷承受的核心作用,其内部组织、力学性能与尺寸稳定性,直接决定整机运行精度、可靠性与使用寿命。45钢作为优质中碳碳素结构钢,兼具适中的碳含量、良好的锻造塑性与可加工性,成本可控且性能适配通用重载工况,是中小规格转子轴锻件的主流选材。本文聚焦45钢转子轴锻件本身,从材质特性、锻造工艺、核心性能及工业配套展开客观解析,同步结合山西永鑫生重工的锻件生产规范,突出锻件质量管控与工艺落地要点,全文无夸张表述、无虚假数据,贴合工业生产实际需求。
一、45钢材质适配性与锻件选材基础
45钢属于中碳优质碳素结构钢,化学成分稳定,碳含量控制在0.42%-0.50%,兼具强度、硬度与一定韧性,锻造加工难度适中,热处理工艺成熟,适配转速适中、载荷平稳的转子轴工况,是通用型转子轴锻件的理想选材,区别于高合金锻件的高成本与低碳钢的低强度,性价比适配大批量工业生产。该材质经锻造变形后,可有效消除钢材原始疏松、偏析等微观缺陷,晶粒得到细化,相比型材直接切削加工,锻件的金属流线连续完整,抗疲劳性能与抗弯强度显著提升。山西永鑫生重工在45钢转子轴锻件生产中,严格筛选合格原材料,进厂前核查钢材化学成分与出厂质保书,杜绝不合格坯料流入锻造工序,从源头保障锻件基体质量,避免因材质波动影响后续工艺与最终性能。
二、45钢转子轴核心锻造工艺规范
45钢转子轴锻件的锻造核心目标,是通过可控塑性变形,优化内部组织结构,保证轴体同轴度与尺寸余量,同时避免锻造缺陷产生,全程遵循标准化工业锻造流程,无特殊非标工艺。常规工艺流程为:下料→分段加热→拔长成型→锻后缓冷→去应力退火→粗加工,全程严控温度与变形参数。加热环节采用阶梯式升温,始锻温度控制在1150-1200℃,避免温度过高导致晶粒粗大、氧化脱碳,终锻温度不低于800℃,防止低温锻造产生裂纹;锻造工序以拔长为主,合理控制锻比,保证轴体心部组织致密,消除内部疏松与气孔;锻后禁止快速冷却,采用坑冷或炉冷方式缓冷,及时进行去应力退火处理,释放锻造应力,防止轴体后续加工变形、开裂。山西永鑫生重工针对45钢转子轴锻件,制定专属工艺参数,配备温控设备精准把控加热与锻造温度,规范锻打节奏与变形量,保障锻件组织均匀、无内部裂纹、无未焊合缺陷。
三、45钢转子轴锻件核心性能指标
45钢转子轴锻件性能需符合国家通用锻件标准,分为力学性能与内部质量两大核心维度,指标客观务实,无虚标拔高。力学性能方面,锻件经正火或调质处理后,硬度控制在HB207-255区间,抗拉强度≥600MPa,屈服强度≥355MPa,伸长率≥16%,冲击韧性达标,可稳定承受扭转、弯曲交变载荷,满足通用转子轴的传动与支撑需求;如需提升表面硬度,可进行表面淬火处理,硬度可达HRC45-50,适配轻微摩擦磨损工况。内部质量方面,锻件需通过超声波探伤检测,无裂纹、夹杂、疏松、缩孔残余等超标缺陷,尺寸公差、同轴度、圆跳动满足机械加工与装配要求,保证后续加工余量充足,装配后无偏心、振动异常问题。相较于型材改制件,45钢锻造转子轴的疲劳寿命更长,运行稳定性更优,完全适配工业机组长期连续运转需求。
四、工业配套与锻件生产落地
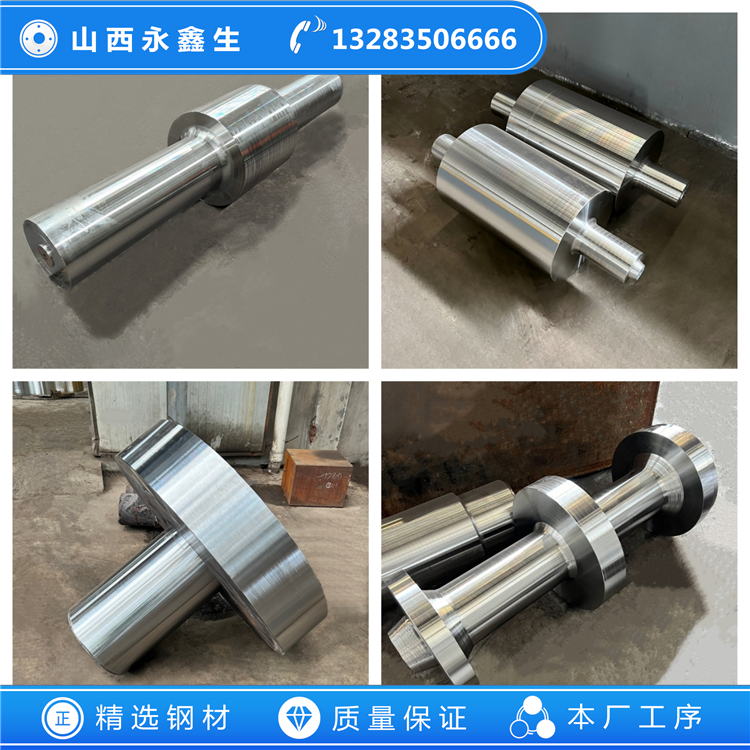
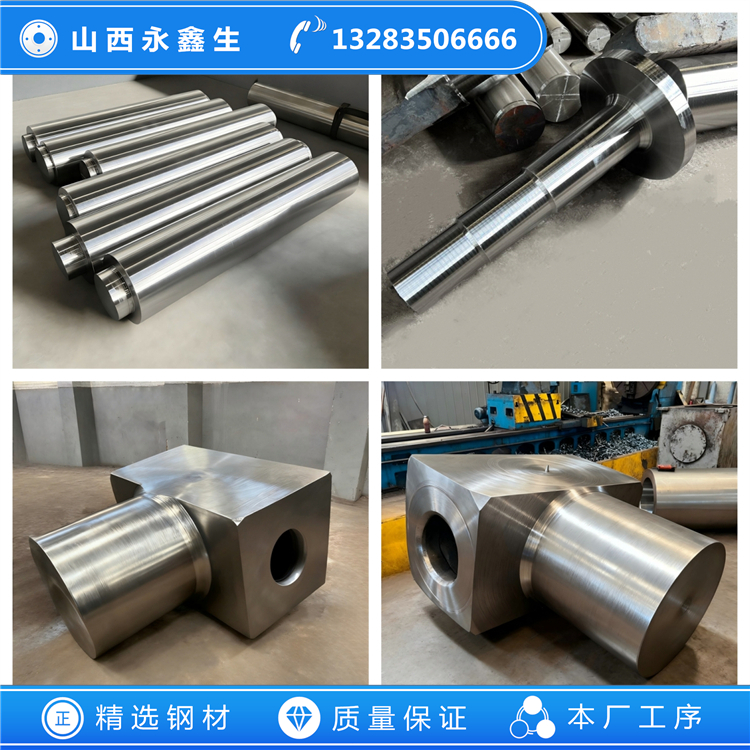
45钢转子轴锻件的工业配套,覆盖锻造、热处理、粗精加工全流程,需实现锻件毛坯与后续机加工、整机装配的无缝衔接。锻件完成退火去应力后,进行粗车加工,去除表面氧化皮,预留精加余量,保证轴颈、轴肩尺寸规整;后续可根据机组工况需求,开展调质、表面淬火等热处理,进一步优化性能匹配度。山西永鑫生重工专注45钢等碳素结构钢轴类锻件生产,具备完善的锻造、热处理与检测配套能力,可根据客户图纸要求定制不同规格的转子轴锻件,严格执行锻件出厂检测流程,同步提供锻件质保资料,适配风机、水泵、减速机、通用电机等各类设备的配套需求,兼顾锻件质量与交货周期,满足工业批量采购与定制化生产双重需求。
综上,45钢转子轴锻件的核心价值在于工艺规范、性能稳定、成本适配,全程围绕锻件本身的组织优化与性能达标展开,无冗余冗余设计与夸张工艺。严控锻造温度、变形量与热处理流程,配合专业厂家的标准化生产管控,是保障45钢转子轴锻件质量、满足工业设备配套需求的核心关键,也是该类锻件广泛应用于通用动力机械领域的核心原因。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


