
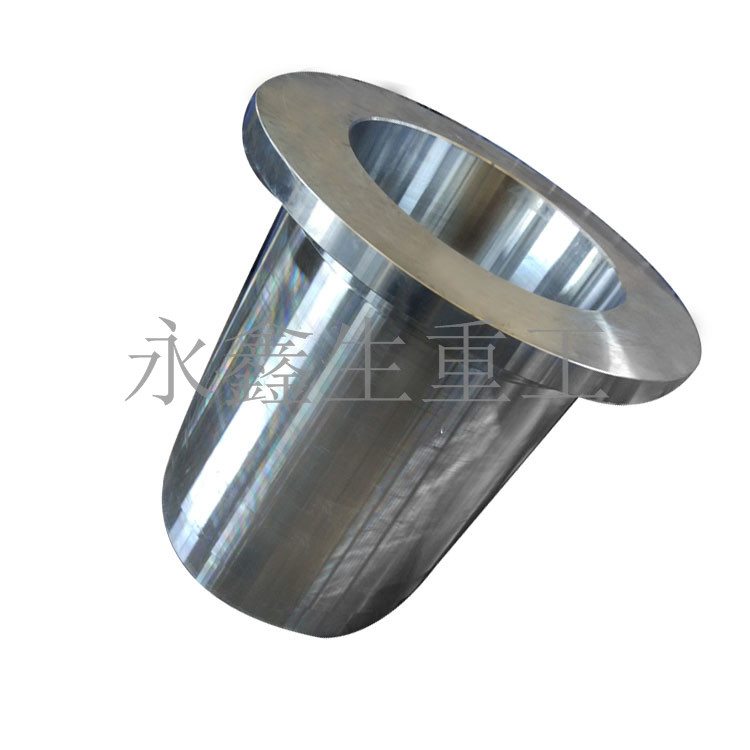
液压油缸缸筒加工过程
液压油缸是现代工程机械等设备中的常用的重 要部件之一,加工生产过程中油缸的重要组成件缸筒的废品率较高,主要原因有:
1)刀杆细长,刚度小,容易发生刀具引偏、振动。
2)缸筒毛坯本身的刚性差,容易引起直线度、 圆度超差。
3)冷却和排屑困难,加工面极易被铁屑划伤。
4)刀头的导向困难,引起导向条磨损,破坏导向作用。
因此有必要采取相应措施来保证导向、切削、排屑、润滑和冷却的可靠性,才能有效降低缸筒的报废率。液压油缸缸筒大多采用无缝钢管为原材料,低压油缸缸筒多用20号钢、25号钢,不经热处理。中、高压油缸缸筒或重要的缸筒多采用35号钢、45号钢、27SiMn、25CrMo等材料,进行调质处理。不同材料毛坯的缸筒加工工艺相差不大,但工艺参数不同,需要根据毛坯的原材料和热处理状态分别制定下料时应考虑工艺夹头的尺寸,尺寸过小可能使两端加工出的定位止口长度过短,造成镗孔时工件在趙床上定位不准确,导致加工出来的成品缸筒壁厚不均勻。
缸筒热处理后的硬度大小和均匀程度不但影响缸筒的质量,而且对于后续加工工序的影响也很大。硬度不均匀的缸筒,在后续镗内孔时,刀具的磨损会加剧,甚至有可能出现“打刀”,造成工件报废。特别是在采用浮动镗刀精加工时,内孔成品质量也会下降。对于这种毛坯管,在加工内孔时,最好采用珩磨的形式。缸筒毛坯采用最多的热处理方式是用箱式炉或井式炉加热后,垂直淬火,这种方式容易造成缸筒局部硬度不均匀。无缝钢管在中频淬火线上进行淬火处理,由于冷却介质与工件接触均匀,缸筒毛坯的硬度均匀,并且工件硬度一致性也好,对于后续工序非常有利。但由于受感应加热线圈尺寸限制,这种淬火方式在单件、小批量和特殊油缸的生产中应用较困难。
镗床调整和工件装夹,在整个镗孔工序中,保证镗床主轴、夹具、工件、镗刀、镗杆、受油器、镗杆座的中心线一致是保证内孔各加工工序质量的关键。在镗床调整时,可以用磁力表座吸附在镗床主轴上,检查镗刀杆和受油器与主轴的同心度。镗床受油器尾部的减振套需经常检查和调整,磨损后要及时更换。
在粗加工时,工件可以使用鸡形夹头,以加大切削用量,提高生产率。但在精加工中,鸡形夹头有可能造成缸筒出口处圆度超差。精加工中可以采用锥面定位,摩擦夹紧的方式。为了保证夹紧可靠,需要加大受油器的夹紧力,如果摩擦力不足,可以将机床压盘和工件的定位锥面改小。
由于深孔镗排屑困难,刀具刃磨时要将刀头处断屑槽开的深一些、窄一些,以加大断屑效果,方便排屑。刃倾角应注意与镗孔时采用的排屑形式相适应。粗镗头的结构,前导向块为硬质合金,后导向块为胶木条,粗镗头的调整原则是:保证刀尖和前硬质合金导向块的位置相适应;前硬质合金导向块和后面胶木导向条尺寸相一致;各胶木导向条径向尺寸彼此一致。
采用精密冷拔无缝钢管直接进行珩磨或直接购买高精度冷珩磨管,油缸厂只需要加工缸筒两端即可,该工艺的废品率几乎为零,材料利用率也非常高,是一种比较先进的工艺。但目前高精度冷拔珩磨管的规格、品种供应不如热扎无缝钢管丰富,并且内应力较大,在一些重要的油缸和超高压油缸上的应用受到一定限制。随着冷拔无缝钢管行业的发展,这种工艺在油缸制造业中的应用将会越来越多。
滚压工艺的生产效率远高于珩磨和强力珩磨,并且质量稳定,在大批量生产中具有明显的优势,但对于工人的技术素质、机床和工具的要求比珩磨要高,在批量批量生产中具有明显的优势。珩磨和强力珩磨的灵活性和适应性较好,在单件生产和特殊缸生产中更具有优势,并且珩磨可以修复一部分滚压失败的工件。滚压和珩磨联合运用可以扬长避短,降低缸筒加工中的废品率油缸缸筒的加工工艺的制定,应综合考虑图纸要求、批量、机床、刀具、毛坯质量和工人技术素质等,工艺参数制定后要在实际生产中进行修正。要加工出高质量的工件,除工艺过程和工艺参数要合理,还要有一套切实可行的工艺管理制度。
我们只做好锻件www.sxyxs.com

文章原创如需转载请注明永鑫生锻造厂提供!


