车轮锻件的热处理工艺
发布时间:2024-06-13 点击数:1226
车轮锻件热处理除了消除应力,降低硬度以外,主要目的首先是预防锻件出现白点,其次是提高化学成分的均匀性,调整细化锻件的组织。目前一致的看法是认为白点是由钢中的氢和内应力共同作用的结果。永鑫生锻造防止白点最常用的方法是在刚冷却至650℃至540℃时利用氢气copy扩散速度快保温停留。
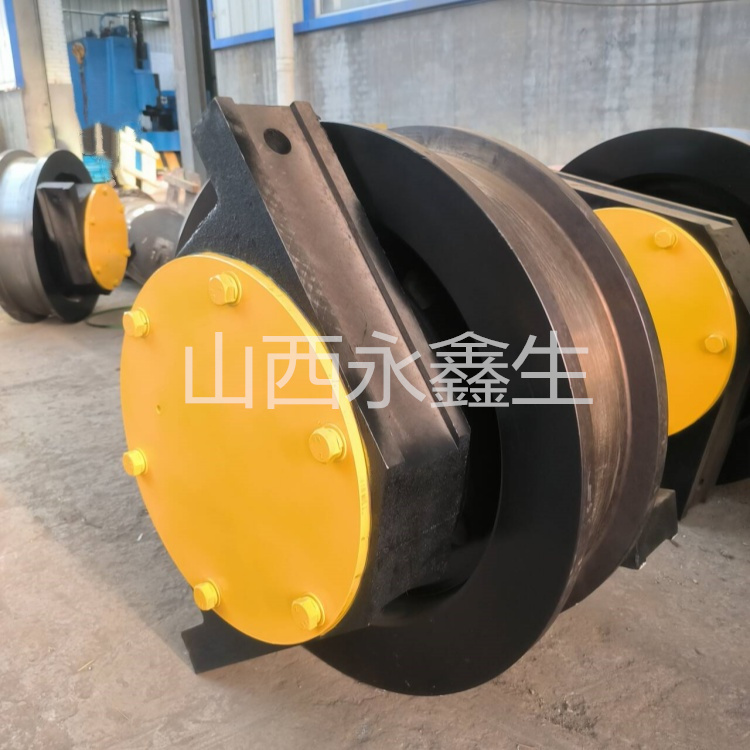
锻件厂生产的锻件产品形状各异,不同的锻件产品组成的机械零件也大小不一。锻件的优点有可伸展的长度、可收缩的横截面;可收缩的长度、可伸展的横截面;可改变的长度、可改变的横截面。锻件的种类有:自由锻造/手锻、热模锻/精密锻造、顶锻、滚锻和模锻。锻件是金属被施加压力,通过塑性变形塑造要求的形状或合适的压缩力的物件,这种力量典型的通过使用铁锤或压力来实现。当然,减少锻件摩擦,不仅可以节约能源,还可以提高模具寿命。由于变形比较均匀,有助于提高锻件产品的组织性能,减少摩擦的重要措施之一就是采用润滑。由于锻件的锻造加工方式不同及工作温度的差异,所用润滑剂也不同。玻璃润滑剂多用于高温合金及钛合金锻造。对钢的热锻,水基石墨是应用很广泛的润滑剂,对于冷锻,由于压强很高,锻前往往还需要进行磷酸盐或草酸盐处理。
热处理目的有如下几点:
1.消除锻造应力,降低锻件的表面硬度,提高其切削加工性能;
2.对于不再进行最终热处理(或产品热处理)的工件,通过锻后热处理还应使锻件达到产品技术条件所要求的各种性能指标;
3.调整与改善大型锻件在锻造过程中所形成的过热与粗大组织,降低大型锻件内部化学成分与金相组织的不均匀,细化钢的奥氏体晶粒;
4.提高锻件的超声波探伤,消除草状波,使得锻件中的各种内部缺陷都能够较清晰地显示出来,以杜绝不合格锻件向下道工序的转移。
