永鑫生的大型海上风电塔架法兰锻件制造技术
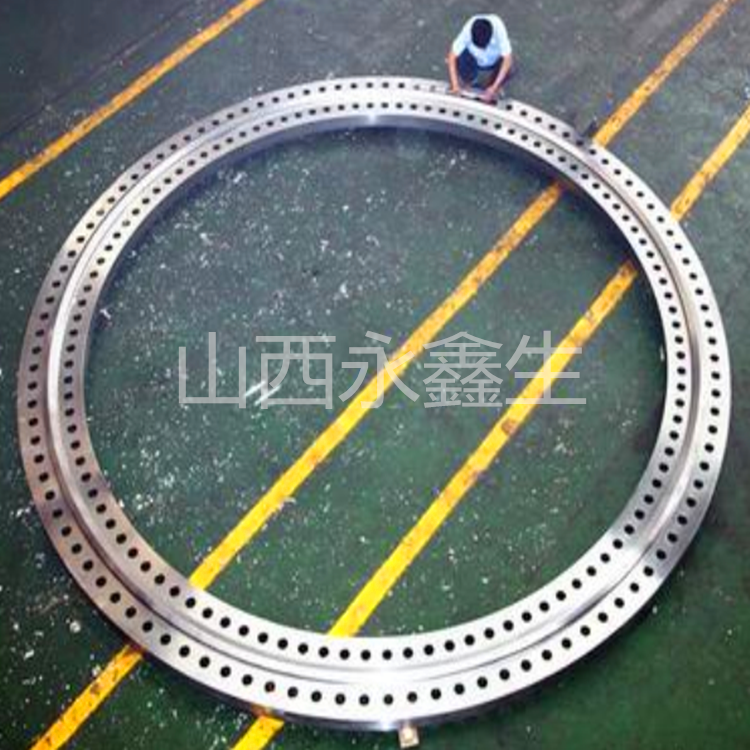
我公司是专业生产环形锻件的厂家,大型风电法兰是其主导产品,具备生产直径8m大型环件的能力。近期我公司承接的8MW海上风电塔架法兰直径为6.9m,内孔6.1m,法兰截面宽度400mm,厚度190mm。此法兰用于11.8m海上风电塔架底座基础环的法兰连接。海上风电法兰的服役条件比陆上风塔法兰还要恶劣,法兰需承载复杂的应力负荷,以适应低温、海上风浪,台风、暴雨等恶劣气候的风源袭击,使风电机组的塔架构件,受到叶轮旋转时的动负载及随机风载荷的共同作用,这时风电机组的零部件安全运行面临着严峻考验。所以,风电塔架法兰产品的设计选材,除考虑材料的强度和工艺性能及安全运行外分考虑材料的低温冲击韧度这一重要指标。
大型风电塔架法兰锻件,一般采用S355NL钢(EN10025-3)锻制,此钢为低合金高强度结构钢,含碳量低,锰是主要的强化元素,并加入了少量的细化晶粒元素。此次生产的海上风电塔架法兰用钢化学成分及技术要求。为保证法兰锻件的低温韧度,在钢冶炼时,需严格控制钢中磷、硫的含量,有效降低钢中夹杂物含量。严格限制钢中的“五害”元素:铅(Pb)、锡 (Sn)、砷(As)、锑(Sb)、铋 (Bi),这些低培点的元素如果在钢中存在,因为溶解度都很小,剩余量即分布于晶界上,钢在加热时,就会被熔化而使钢的塑性和韧性大幅降低。要使大型风电法兰锻件能够满足技术条件的高要求,除严格控制钢锭的化学成分,残余有害元素含量,降低钢中的夹杂物外,还要策划严格的锻造工艺流程,保证锻件获得足够的锻造比,打碎钢中的树枝晶,充分压实锻透内部金属,减少锻件内部缺陷,提高内部金属的致密程度。
大型风电法兰锻件辗压成形后,在井式电阻炉中进行加热,塑性和韧性大幅降低。要使大型风电法兰锻件能够满足技术条件的高要求,除严格控制钢锭的化学成分,残余有害元素含量,降低钢中的夹杂物外,还要策划严格的锻造工艺流程,保证锻件获得足够的锻造比,打碎钢中的树枝晶,充分压实锻透内部金属,减少锻件内部缺陷,提高内部金属的致密程度。
该工件热处理工艺要求,锻件加热至650°C保温1.5~2h,消除温差应力,650°C以上快速升温,迅速通过相变温度,增加钢在相变时的过热度,提高奥氏体的形核率,从而达到细化奥氏体晶粒的目的。910°C,保温后,出炉迅速移至风场内,进行吹风+喷雾的强制冷却,提高冷却速度,为使工件冷却均匀,锻件在风场内不停旋转,直到冷却结束。热处理后的工件,本体取样检测,锻件金相组织检验,纵、横向的金相组织均为均匀细小的珠光体+铁素体组织,晶粒度:纵向8.9级,横向9.3级,没有明显带状,大型风电法兰锻件的力学性能,纵向抗拉强度的平均值较技术要求的低限值髙出21.2%,屈服强度的均值较技术要求髙出23.5%。伸长率的平均值较技术要求高出51%,冲击吸收能量平均值较技术要求高出129.8%。从以上结果不难看出,大型风电法兰锻件实物的力学性能数据中,法兰强度、塑性、韧性指标都非常好,强韧性匹配优良,综合力学性能完全满足客户技术要求,而且锻件的各向异性差异不大。

大型海上风电法兰的生产,首先要保证原材料的质量,钢在冶炼时选用适当的脱氧剂,降低钢中的氧化物,提高钢的纯净度,减少钢中的非金属夹杂物,严格控制有害元素的含量。同时,还要加人适量的细化晶粒元素, 获得镇静的本质细晶粒钢。法兰在锻造时,要保证足够的锻造比,充分压实锻透内部金属,增加内部金属的致密度,严格控制加热温度,防止锻件产生严重过热组织、粗晶和混晶。热处理时升温到650°C时,根据法兰截面大小适当保温,然后按炉子功率快速加热通过Ac,过热度,来提尚奥氏体的形核率,达到细化奥氏体晶粒的目的。出炉后采取控冷措施,强化正火冷却速度,从而提高锻件的强韧性。
以上就是这篇文章主要给大家讲述的内容,希望对大家能够有所帮助。选择永鑫生,选择品质!
